






















Все продукты
-
 ДэвидХорошая компания со славным обслуживанием и высококачественной и высокой репутацией. Один из нашего надежного поставщика, товары поставлено во времени и славном пакете.
ДэвидХорошая компания со славным обслуживанием и высококачественной и высокой репутацией. Один из нашего надежного поставщика, товары поставлено во времени и славном пакете. -
 Джон МоррисМатериальные специалисты, неукоснительная обработка, своевременное открытие проблем в чертежах дизайна и сообщения с нами, внимательное обслуживание, умеренная цена и хорошее качество, я считаю, что мы будет иметь больше сотрудничества.
Джон МоррисМатериальные специалисты, неукоснительная обработка, своевременное открытие проблем в чертежах дизайна и сообщения с нами, внимательное обслуживание, умеренная цена и хорошее качество, я считаю, что мы будет иметь больше сотрудничества. -
 jorgeСпасибо для вашего хорошего послепродажного обслуживания. Превосходные экспертиза и служба технической поддержки помогли мне много.
jorgeСпасибо для вашего хорошего послепродажного обслуживания. Превосходные экспертиза и служба технической поддержки помогли мне много. -
 Petraчерез очень хорошее сообщение все разрешенные проблемы, удовлетворенный с моим приобретением
Petraчерез очень хорошее сообщение все разрешенные проблемы, удовлетворенный с моим приобретением -
 Адриан HayterТовары купили это время очень удовлетворены, качество очень хорошо, и поверхностное покрытие очень хорошо. Я считаю, что мы прикажет следующий заказ скоро.
Адриан HayterТовары купили это время очень удовлетворены, качество очень хорошо, и поверхностное покрытие очень хорошо. Я считаю, что мы прикажет следующий заказ скоро.
Голова верхней части металла Tzm сплава молибдена прокалывания TZM верхняя главная материальная


Подробная информация о продукте
| имя | Голова верхней части молибдена TZM для прокалывания | Материал | Молибденовый сплав |
|---|---|---|---|
| Ранг | TZM | Диаметр | 20~150mm |
| Поверхность | Яркая, алкалическая стирка | Плотность | ≥9.4g/cm3 |
| MOQ | 1pc | Порт экспорта | Любой порт в Китае |
| Выделить | Сплав молибдена прокалывания TZM,Голова сплава молибдена TZM,материал tzm |
||
Характер продукции
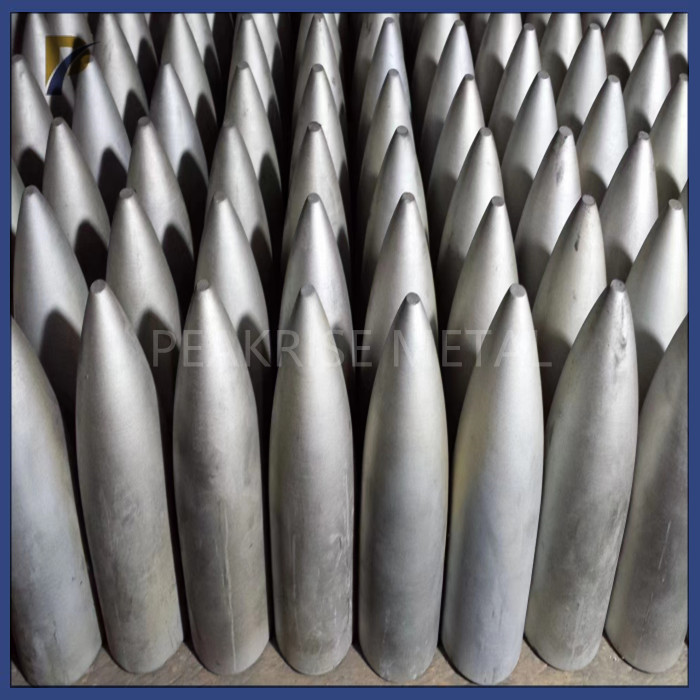
Голова верхней части молибдена TZM для прокалывания
1. Голова верхней части молибдена TZM для спецификаций прокалывания:
Голова верхней части молибдена TZM сплав молибдена сделанный из сплава циркония титана молибдена для продукции безшовной головы дорна стальной трубы. Штепсельная вилка сплава молибдена сделана из сырья порошка FMo-1 молибдена добавила с материалом редкой земли, и обработана через смешивать, формировать, процессы формы обрабатывая, высокотемпературные спекая и другие. Окончательный деталь имеет плотность 9.4g/cm3.
![]()
![]()
2. Голова верхней части молибдена TZM для производственного оборудования прокалывания:
Холодный изостатический отжимать
Голова верхней части молибдена TZM которая соотвествует перевернутые на материальной рамке или стоять вертикально на подносе для отжимать. Скорость замыкания прессов и обитать время не имеет никакое влияние на небольшой голове верхней части молибдена. Для крупноразмерной головы верхней части молибдена TZM, уплотнение с более высокой плотностью может быть получено путем замедлять скорость замыкания прессов и увеличивать обитает время. Причина для этого что процесс деформации зоны соприкосновения частицы унесен более полно и тщательно во время нарастания давления. Вообще, скорость сброса давления должна быть медленна.
Однако, оно также зависит от размера зеленого компакта, и степень влияния также другая, потому что когда давление внезапно выпущено, обжатый высоконапорный воздух в зеленом компактном зазоре внезапно расширяет, который легок для того чтобы разрывать штепсельную вилку, и эластичный пост-эффект более самый дальний повышает штепсельную вилку. повреждения. Увеличивать время пребывания может сделать высокий газ давления в компакте исчезает. Согласно вышеуказанным правилам, заключено что формируя давление вообще над MPa 180 и время пребывания давления над 6 MIN. например, поверхность пробела с тарифом усушки 20% к 25% на диаметре и осевая поверхность отжатого пробела должна не иметь ровную дугу, никакие поры, никакие края, никакие отказы, и плотность 5,5 до 6,8 g/cm3.
Поворачивать
Зажмите пробел на токарном станке и входном сигнале CNC поворачивая программа пожеланной формы.
Спекать
Процесс спекать в процессе подготовки головы верхней части молибдена TZM отличает очень другие продукты молибдена. Голова верхней части молибдена имеет высокую нагревая температуру и длинный цикл продукции (по крайней мере 25 h для печи промежуточной частоты водопода и 31 h для печи промежуточной частоты вакуума). Во время нагревая процесса печи промежуточной частоты, на около ℃ 600~1 000, часть o, n, примесей c распределила в границе между зернами пробела улетучивается; на около 1 ℃ 200, низких примесях k точки плавления, Na, Ca, etc. улетучьтесь; на примесях Ni, Mg, Al, etc. 1 600 точки плавления ℃ высоких улетучьтесь, поэтому выберите соотвествующее время разогрева полно улетучиться примеси.
Время пребывания вообще зависит от температуры спекать. Высокий температура спекать, короткий время пребывания; низкий температура спекать, длинный время пребывания. Таким образом, порошок имеет достаточное количество времени и энергию выполнить свой процесс densification. Если время пребывания слишком длинно, то зерна вырастут слишком много и уменьшат свое качество; если время пребывания слишком коротко, то порошок не будет иметь время densify, т.е., «под-горящ», и качество нельзя гарантировать.
Если атмосфера спекать H2, то достаточное внимание должно быть обращено водяной пар в H2. На высокой температуре, водяной пар и c в штепсельной вилке химически прореагируют для генерации CO и СО2, который обезуглероживают штепсельную вилку и уменьшат прочность когда H2 будет исключено из тела. и твердость. После спекать процесс выполнен, выключение, поворот с пламени, и охлаждает вниз к под °C 60 для предотвращения поверхности законченного продукта от быть окисленные должными к предыдущему отпуску.
Голова верхней части молибдена TZM имеет превосходное представление, материал имеет хорошую высокотемпературную прочность и носит сопротивление, хорошую термальную проводимость и сопротивление к удару и жаре. Она может встретить продукцию прокалывания стальной трубы под жесткими условиями, и имеет широкий диапазон применимости в технологии прокалывания безшовных стальных труб.
3. Жизнь пользы головы верхней части молибдена TZM для прокалывания:
Жизнь головы верхней части молибдена главным образом зависит от длины прокалывая конуса и своего дизайна кривой профиля, потому что это определяет закон распределения деформации. Длина прокалывая конуса совершенно зависит от фактической длины зоны деформации, т.е., она главным образом зависит от полного уменьшения диаметра заготовки; к тому же, угол конуса поверхности крена и угол питания также имеют огромное воздействие. От полной длины зоны деформации, вычтены минимальная длина уменьшения диаметра перед штепсельной вилкой необходимы вторичный волочить и необходимая длина равномерного конуса стены и круга датчика капилляра, и оставшаяся часть длина дизайна прокалывая и свертывая конуса.
Вы хотите знать больше о наших продуктах?
![]()
![]()
Порекомендованные продукты
-
VIDEO
 VIDEO
VIDEO -